

Come migliorare la velocità di produzione della linea di estrusione per decking WPC?
Ottimizzazione della velocità di produzione per le linee di estrusione di decking WPC: una guida completa
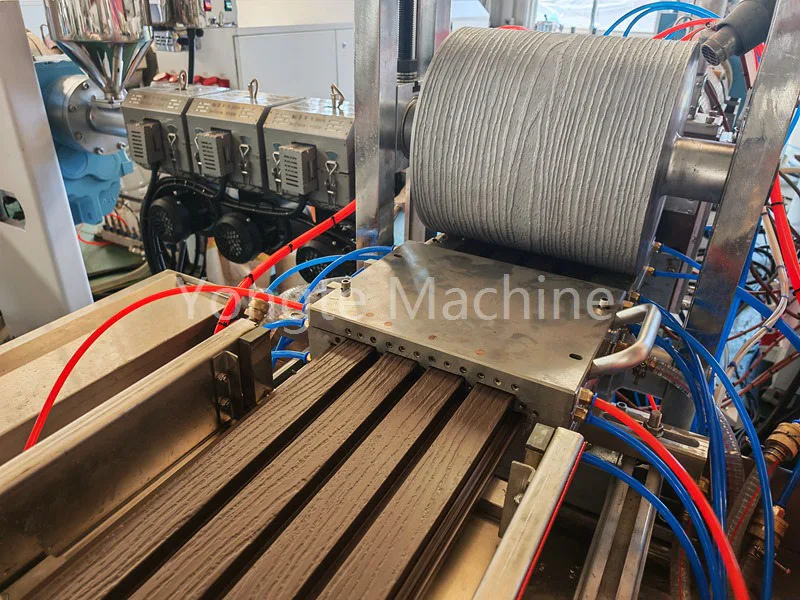
Yongte è un produttore professionale per l'alta velocitàLinea di estrusione per decking in WPC con elevata capacità di realizzare prodotti per decking WPC di alta qualità. Per massimizzare la velocità di produzione inLinea di estrusione per decking in WPCOggi, la strategia principale si concentra su cinque obiettivi interconnessi: stabilizzare l'efficienza della plastificazione, ridurre al minimo la resistenza dei materiali, consentire un raffreddamento rapido, garantire la sincronizzazione dell'intera linea e ridurre i tempi di fermo, il tutto rispettando rigorosi standard di qualità del prodotto.

I. Formulazione e pretrattamento delle materie prime (Base per Smooth Extrusion)
1. Ottimizzare la formulazione per migliorare la fluidità e la stabilità termica
· Agente/legante di compatibilità: aggiungere una quantità sufficiente di PE/PP innestato con anidride maleica (ad es. MAH-g-PE) per migliorare l'adesione della polvere di legno alla plastica, riducendo così l'agglomerazione e la frattura da fusione.
· Sistema di lubrificazione:
o I lubrificanti interni (ad es. acido stearico, cera PE) riducono la viscosità della fusione, diminuendo così il calore di taglio della vite e il carico dell'unità principale.
o Lubrificanti esterni (ad es. paraffina, cera di polietilene ossidata): riducono l'attrito tra materiale e cilindro/stampo e abbassano la pressione di estrusione.
o La quantità totale aggiunta deve essere controllata entro l'1%-3% per evitare un eccessivo scorrimento esterno che potrebbe causare stratificazione e difetti superficiali.
· Imbottitura e polvere di legno: il contenuto di umidità della polvere di legno deve essere controllato a ≤ 3%, con granulometria uniforme (80-120 mesh); il carbonato di calcio attivato dovrebbe essere selezionato per ridurre l'assorbimento di olio e l'aumento di viscosità.
2. Miscelazione e pre-plastificazione (collo di bottiglia frontale)
· La miscelazione a caldo ad alta velocità combinata con la miscelazione a freddo garantisce una miscelazione uniforme senza zone morte, prevenendo "materiale morto" localizzato o agglomerazione.
· Quando fattibile, il processo di premacinazione può essere incorporato per fondere i materiali in polvere in granuli, garantendo un'alimentazione più stabile, una plastificazione più rapida e un aumento del 20%-30% della velocità della linea.

II. Host e vite dell'estrusore (unità di alimentazione principale)
1. Ottimizzazione di vite e cilindro
· L'elevato rapporto d'aspetto (L/D=40–48) e le doppie viti parallele a coppia elevata sono selezionati per migliorare le prestazioni di taglio e miscelazione, rendendole adatte per formulazioni WPC ad alto riempimento.
· Combinazione di viti: aumenta il volume della sezione di trasporto, ottimizza la disposizione del blocco di miscelazione/blocco di taglio, riduce il calore di taglio e migliora l'efficienza di trasporto con la premessa della plastificazione.
· Riscaldamento del cilindro dello stampo: utilizza un controllo della temperatura di precisione (PID) a zone con fluttuazioni di temperatura ≤±1℃ per prevenire il surriscaldamento localizzato o una plastificazione insufficiente.
2. Abbinamento di velocità e carico (chiave per l'accelerazione)
· Velocità del motore: aumentare gradualmente la velocità mantenendo il 70%-90% della coppia nominale e una corrente stabile (i sistemi PE/PP possono raggiungere 150-250 giri/min).
· Sincronizzazione dell'alimentazione: viene utilizzato un alimentatore a perdita di peso, collegato a circuito chiuso con la velocità di rotazione della macchina principale per garantire un tasso di riempimento della fessura della vite del 70%–90%, prevenendo la "rotazione al minimo" o il sovraccarico.
· Sistema del vuoto: mantiene stabile il vuoto spinto (da -0,08 a -0,09 MPa), rimuove tempestivamente il vapore acqueo e i componenti volatili, riduce le bolle, migliora la qualità della superficie e aumenta la velocità di lavorazione.

III. Stampo e impostazione (determinazione della velocità lineare massima)
1. Progettazione dello stampo e ottimizzazione dei canali di flusso
· La testa portafiliera del tipo a gancio e a coda di pesce ottimizzata dalla simulazione CFD ha un canale di flusso regolare e una distribuzione uniforme della pressione, che può evitare l'adesione del materiale e il surriscaldamento locale.
· La distanza tra la matrice è ragionevole e il rapporto di compressione è moderato (3-5:1), il che riduce la pressione di estrusione e la resistenza alla fusione.
· Riscaldamento dello stampo: con il controllo della temperatura a zone e una potenza di riscaldamento sufficiente, la temperatura del materiale fuso nella cavità dello stampo è garantita per essere uniforme e la fluidità è costante.
2. Sistema di calibrazione (collo di bottiglia principale per il miglioramento della velocità)
· Il tavolo di posizionamento allungato (tipicamente 8-12 m) aumenta l'area di raffreddamento e il tempo di contatto.
· passaggio del liquido di raffreddamento:
o L'acqua circolante ad alto flusso e a bassa temperatura (15-25 °C) viene utilizzata per dissipare rapidamente il calore e ridurre il tempo di presa.
o La spruzzatura multipunto nello stampo e l'aspirazione sotto vuoto garantiscono che il profilo aderisca rapidamente allo stampo, mantenga la stabilità dimensionale e prevenga la deformazione.
· Stabilità del vuoto: garantisce che il profilo sia completamente assorbito nello stampo di formatura con un raffreddamento uniforme, migliorando significativamente la velocità di trazione.
IV. Trazione, raffreddamento e sezione posteriore (sincrono su tutta la linea)
1. Sistema di trazione
· La macchina di trazione multi-roll e ad alto attrito è sincronizzata con la velocità della macchina principale in circuito chiuso (PID), con fluttuazione della velocità lineare ≤±0,1 m/min.
· Velocità di trazione corrispondente al tasso di estrusione: con la premessa di consentire il raffreddamento della modellatura, aumentare gradualmente la trazione per ottenere "estrusione ad alta velocità + trazione ad alta velocità".
2. Sistema di raffreddamento (raffreddamento secondario)
· Estendi il serbatoio dell'acqua di raffreddamento a spruzzo (5-10 m) per garantire che i profili si raffreddino rapidamente a temperatura ambiente dopo aver lasciato il tavolo di formatura, prevenendo successive deformazioni o tagli scadenti.
· Ventola di raffreddamento ausiliaria: raffreddamento ad aria forzata superficiale per migliorare l'efficienza del raffreddamento.
3. Taglio e pallettizzazione (riduzione dei tempi di inattività)
· La produzione è continua senza interruzioni.
· Ottimizza i parametri di taglio per ridurre bave e sprechi e ridurre la frequenza di cambio e pulizia degli utensili.
· Palettizzazione/impilamento automatico: riduce l'intervento manuale e migliora l'efficienza produttiva.

V. Controllo del processo e intelligenza (accelerazione stabilizzata)
· Ottimizzazione della curva di temperatura:
o Il cilindro: bassa temperatura nella sezione di alimentazione (anti-ponte) → riscaldamento graduale nella sezione di plastificazione → temperatura costante nella sezione di omogeneizzazione → leggermente più alta nella testata (per mantenere la fluidità).
o Evitare il modello "fronte basso, retro alto" per evitare una plasticizzazione insufficiente e picchi di pressione.
· Monitoraggio della pressione:
Mantenere la pressione della testa della filiera entro un intervallo ragionevole (ad esempio, 10–18 MPa). Se si verificano fluttuazioni significative della pressione, ridurre la velocità o rivedere la formulazione/lo stampo.
· Controllo del sistema integrato:
Il PLC gestisce tutti i componenti, inclusi host, alimentazione, aspirazione, trazione, raffreddamento e taglio con avvio/arresto one-touch e regolazione dei parametri in tempo reale.
· Ispezione online:
misurazione laser del diametro, feedback in tempo reale di spessore/larghezza, regolazione fine automatica di trazione/temperatura, riduzione degli scarti e dei tempi di fermo per le regolazioni.

Riepilogo
Per ottenere un’ottimizzazione completa, i miglioramenti devono abbracciare più aree critiche: pretrattamento delle formule e delle materie prime, configurazione della macchina principale e delle viti di estrusione, progettazione degli stampi e sistemi di formatura, raffreddamento della trazione e processi a valle, nonché controllo dei processi e sistemi di gestione intelligente. Innanzitutto, l’ottimizzazione della formula del materiale per migliorare la fluidità e la stabilità termica, combinata con una miscelazione e una pre-plastificazione precise, stabilisce la base fondamentale per un’estrusione uniforme. In secondo luogo, l’aggiornamento dei gruppi vite-barilotto garantendo al tempo stesso un adattamento ottimale del carico e della velocità funge da fattore chiave per il miglioramento della velocità. In terzo luogo, la progettazione sofisticata dello stampo, l'ottimizzazione del canale di flusso e i miglioramenti della tavola di formatura sotto vuoto agiscono come fattori fondamentali per massimizzare la velocità della linea. Inoltre, l’ottimizzazione del processo a valle, che comprende sistemi di trazione, linee di raffreddamento e taglio/pallettizzazione automatizzati, facilita la sincronizzazione dell’intera linea e riduce al minimo i tempi di fermo della produzione. Infine, il controllo avanzato del processo e le tecnologie intelligenti garantiscono una produzione stabile e coerente, realizzando così miglioramenti sostenibili della velocità senza compromettere la qualità del prodotto.
Notizie correlate
- Prova per trasformare il guscio di cocco nel decking in WPC
- Frantumatore e macinatrice per polvere di legno ad alto rendimento e a risparmio energetico: Yongte supera l'accettazione delle prestazioni in loco da parte del cliente europeo
- Granulatore WPC ad alte prestazioni per clienti europei
- Linea di estrusione di legname in plastica per pannelli massicci di spessore 50 mm
- Yongte completa la linea di estrusione di telai per porte in schiuma solida WPC per un cliente indiano
- La macchina per legname plastico Yongte può produrre diverse forme e dimensioni di legname plastico?
Lasciami un messaggio











