

Soluzione tecnica per risolvere la velocità di estrusione sbilanciata della linea di estrusione di profili in plastica a quattro cavità
Soluzione tecnica per risolvere la velocità di estrusione sbilanciata della linea di estrusione di profili in plastica a quattro cavità
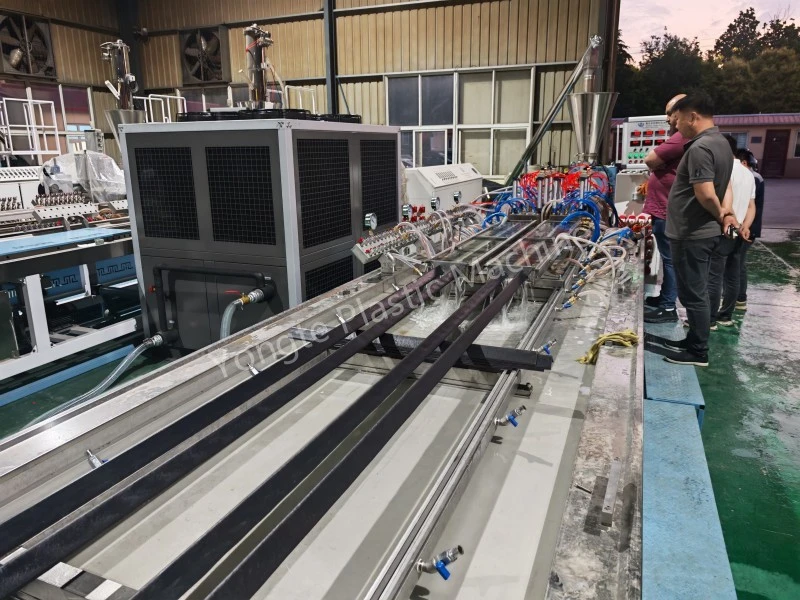
Nel processo di produzione di estrusione di profili in plastica a quattro cavità, la velocità di estrusione sbilanciata tra le quattro cavità è un problema tecnico comune. Questo problema causerà direttamente una precisione dimensionale del prodotto incoerente, uno spessore delle pareti irregolare, profili difettosi e una riduzione della resa produttiva, limitando seriamente la stabilità e l'efficienza della produzione di massa. Sulla base dei materiali di produzione effettivi e delle specifiche di prodotto dei clienti, il team di ingegneri di Yongte ha sviluppato uno stampo professionale ottimizzato mirato e uno schema di progettazione del sistema di supporto per risolvere completamente il problema della velocità operativa incoerente dei profili a quattro cavità, realizzando una produzione ad alta precisione, stabile e sincrona di linee di estrusione a quattro cavità.
1. Contesto dei problemi tecnici
Le tradizionali matrici di estrusione integrate a quattro cavità adottano una struttura integrale di riscaldamento e controllo del flusso. Influenzata da fattori quali la distribuzione non uniforme del flusso di fusione, la deviazione della temperatura nelle aree locali dello stampo e gli errori di assemblaggio e lavorazione, la velocità di estrusione delle quattro cavità è soggetta a incoerenze durante la produzione continua. La deviazione della velocità tra le cavità porterà a differenze nella velocità di formazione del profilo e nel ritiro da raffreddamento, con conseguenti difetti di qualità del lotto come deformazione, deformazione, dimensioni fuori tolleranza e planarità superficiale irregolare dei prodotti finiti, che non possono soddisfare i requisiti di produzione di standard elevati dei profili in plastica.
2. Schema di progettazione ottimizzato professionale
In combinazione con le caratteristiche della materia prima del cliente, i parametri della struttura del prodotto e le condizioni di produzione in loco, gli ingegneri Yongte hanno effettuato una progettazione mirata e personalizzata per la struttura dello stampo, il controllo del flusso, il taglio per trazione e il sistema di trasporto ausiliario, con soluzioni tecniche dettagliate come segue:
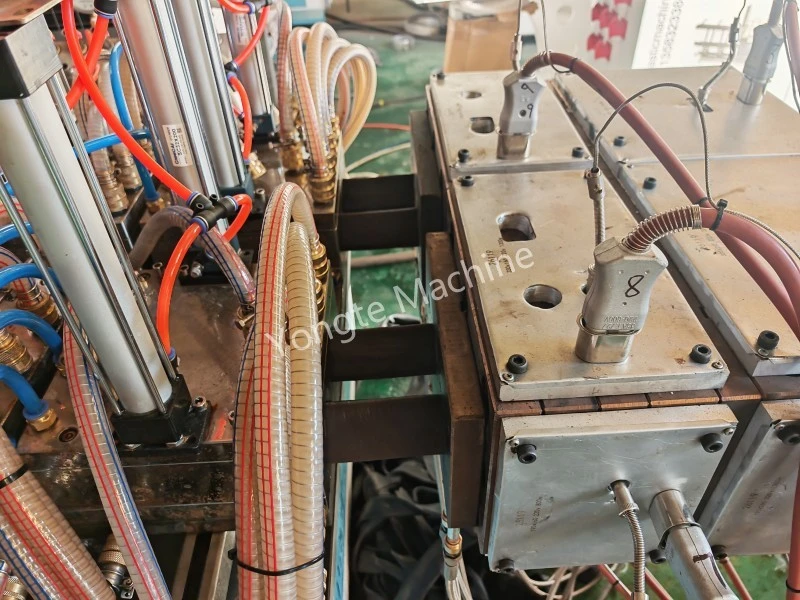
2.1 Struttura del corpo a doppio stampo con controllo indipendente della temperatura
Il corpo originale della matrice integrale a quattro cavità è ottimizzato per astruttura del corpo a doppia matrice indipendente, con ciascun corpo matrice dotato di due cavità di estrusione. I due gruppi di corpi stampo sono completamente indipendenti nella progettazione strutturale e nel sistema di controllo della temperatura. Ogni corpo dello stampo è configurato con un modulo di riscaldamento indipendente e un'unità di controllo della temperatura, che può realizzare una regolazione di precisione separata della temperatura e un controllo costante della temperatura. Questo design risolve efficacemente il problema della fluidità incoerente della fusione causata dalla deviazione integrale della temperatura dello stampo, stabilizza lo stato di fusione plastica di ciascuna cavità dalla fonte ed elimina la causa fondamentale della differenza di velocità tra i diversi corpi dello stampo.

2.2 Meccanismo di regolazione del flusso indipendente per corpo stampo singolo
Ogni corpo testata indipendente è dotato di uno speciale dispositivo a ghiera di regolazione del flusso. Per la deviazione della velocità delle due cavità all'interno dello stesso corpo della filiera singola causata da piccole differenze di flusso ed errori di assemblaggio, è possibile realizzare una regolazione fine in linea tramite il dado di regolazione del flusso. Regolando con precisione il flusso di alimentazione del materiale fuso di una singola cavità, la velocità di estrusione delle due cavità nello stesso corpo della matrice può essere mantenuta completamente sincrona, realizzando una calibrazione a livello micro della velocità della cavità e garantendo l'uniformità dell'uscita di estrusione e della velocità di formatura di ciascuna cavità nello stesso gruppo.
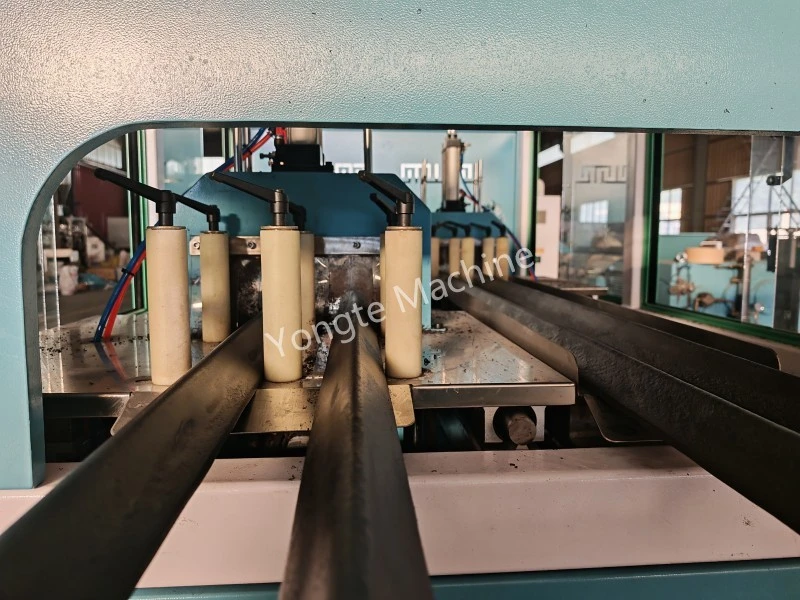
2.3 Doppio sistema di controllo della velocità di trazione indipendente
Un doppio set di sistemi di trazione indipendenti è configurato per adattarsi al corpo a doppio stampo e al layout della cavità a doppio gruppo. Diversamente dalla tradizionale modalità di trazione singola che aziona quattro cavità contemporaneamente, i due gruppi di apparecchiature di trazione funzionano in modo indipendente con programmi di controllo della velocità separati. Il sistema può regolare in modo indipendente la velocità di trazione dei due gruppi di profili a due cavità in base all'effettiva velocità di estrusione dei due corpi matrice, realizzando un abbinamento dinamico tra velocità di estrusione e velocità di trazione, evitando allungamenti, restringimenti e deviazioni dimensionali del profilo causati dalla trazione asincrona e garantendo inoltre la coerenza della velocità complessiva delle quattro cavità.

2.4 Sistema di taglio indipendente a lunghezza fissa
In corrispondenza della struttura di estrusione e trazione a doppio gruppo, due serie di sistemi di taglio indipendenti sono attrezzati per operazioni di taglio separate a lunghezza fissa. Ciascun sistema di taglio segue e adatta in modo indipendente la velocità di scorrimento e la corsa di avanzamento del corrispondente gruppo di profili. La modalità di controllo del taglio indipendente elimina l'errore di taglio e l'incoerenza della lunghezza causata dal taglio unificato di profili con leggere differenze di velocità, garantisce la precisione di taglio a lunghezza fissa di ciascun profilo di cavità e migliora il tasso di qualificazione del prodotto.
2.5 Abbinamento del sistema di trasporto e impilamento automatico
Sono configurati due set di rack di trasporto e impilamento indipendenti, perfettamente abbinati ai sistemi di taglio doppi. Dopo il completamento del taglio a lunghezza fissa da parte dell'attrezzatura di taglio, l'attrezzatura di trasporto e impilamento completa automaticamente il lavoro di ricezione, trasporto e impilamento del materiale del corrispondente gruppo di profili. Il funzionamento sincrono e indipendente del sistema di trasporto evita l'accumulo di materiale, l'estrusione e la confusione di trasporto causata dalla velocità asincrona di diversi profili di cavità, garantisce il funzionamento regolare e continuo dell'intera linea di produzione e realizza una produzione automatizzata e ordinata.

3. Vantaggi tecnici ed effetti produttivi
Attraverso la progettazione personalizzata sistematica di cui sopra, il problema della velocità di estrusione a quattro cavità incoerente nella produzione di profili in plastica è completamente risolto. Il controllo indipendente della temperatura a doppio stampo + regolazione fine del flusso a gruppo singolo + doppio sistema di trazione e taglio indipendente forma un sistema di calibrazione della velocità e controllo sincrono a collegamento completo. Lo schema presenta i seguenti vantaggi significativi: in primo luogo, realizza il controllo della fonte del flusso e della temperatura del materiale fuso ed elimina la differenza di velocità iniziale dell'estrusione; in secondo luogo, realizza una regolazione fine e dinamica della velocità nel processo di produzione per garantire il funzionamento sincrono a lungo termine di quattro cavità; in terzo luogo, il sistema ausiliario automatizzato abbinato migliora la stabilità della produzione e la consistenza dei prodotti finiti.
Dopo la verifica della produzione in loco, questo design ottimizzato riduce efficacemente la tolleranza dimensionale e il tasso di difetti di formatura dei profili a quattro cavità, migliora la stabilità complessiva della produzione e l'efficienza produttiva della linea di estrusione ed è adatto per la produzione standardizzata a lungo termine e in grandi volumi di vari profili in plastica.

Notizie correlate
- Consegna della linea di produzione di profili in plastica a 4 cavità in Giordania dopo la messa in servizio riuscita
- Soluzioni professionali per ingiallimento, striature e screpolature delle superfici delle porte in composito legno-plastica
- Macchina per estrusione di profili in plastica riciclata a 4 cavità. Raggiungi un'alta velocità di 8 metri/minuto
- Soluzione per problemi di produzione di estrusori WPC
- Quale materiale può essere utilizzato nella macchina Yongte WPC?
- Linea di produzione per il riciclaggio di rifiuti tessili testata con successo
Lasciami un messaggio











