

Confronto tra WPC per interni e WPC per esterni
Compositi legno-plastica per esterni e interni: confronto tra le differenze di materie prime, processi di produzione e attrezzature
I compositi legno-plastica per esterni (WPC) richiedono standard più severi per la resistenza agli agenti atmosferici, ai raggi UV e alla protezione dall’umidità; di conseguenza, le formulazioni delle loro materie prime incorporano tipicamente concentrazioni più elevate di stabilizzanti, agenti anti-invecchiamento e additivi resistenti alla muffa. Al contrario, i WPC per interni danno priorità alla finezza della superficie, alla fluidità della lavorazione e alla conformità ambientale, spesso utilizzando substrati in PVC per migliorare l’attrattiva decorativa e la precisione dello stampaggio.
A causa dell’esposizione prolungata alla luce solare e alla pioggia, i WPC per esterni richiedono bloccanti UV, come il nerofumo o il biossido di titanio, nelle loro formulazioni, insieme all’HDPE ad alto indice di fusione per migliorare la stabilità dell’estrusione. I WPC per interni, al contrario, utilizzano comunemente sistemi di riempimento a base di carbonato di calcio che mantengono la rigidità riducendo al contempo i costi dei materiali. Diverse finiture superficiali, come effetti simili al legno e alla pietra, vengono ottenute attraverso processi di rettifica di precisione e goffratura superficiale.
In termini di configurazione delle apparecchiature, le linee di produzione di WPC per esterni in genere integrano apparecchiature di compounding e granulazione, abbinate a sistemi di estrusione ad alta miscelazione e alta plastificazione. Questi risolvono le sfide di lavorazione associate alle formulazioni ad alto contenuto di riempitivo e garantiscono la stabilità dimensionale in condizioni di alta temperatura e elevata umidità. La produzione di WPC per interni, d'altro canto, enfatizza la qualità della superficie e la riproduzione dei dettagli, facendo affidamento prevalentemente su stampi di precisione e apparecchiature di rivestimento della pellicola per migliorare la consistenza dell'aspetto e le prestazioni tattili.
Inoltre, i WPC per esterni richiedono una maggiore efficienza di miscelazione dalle configurazioni a vite, rendendo necessaria un'accurata dispersione degli additivi. I WPC per interni, al contrario, pongono maggiore enfasi sul flusso di fusione uniforme per evitare segni di flusso sulla superficie o variazioni di colore.
I. Differenze nelle materie prime principali
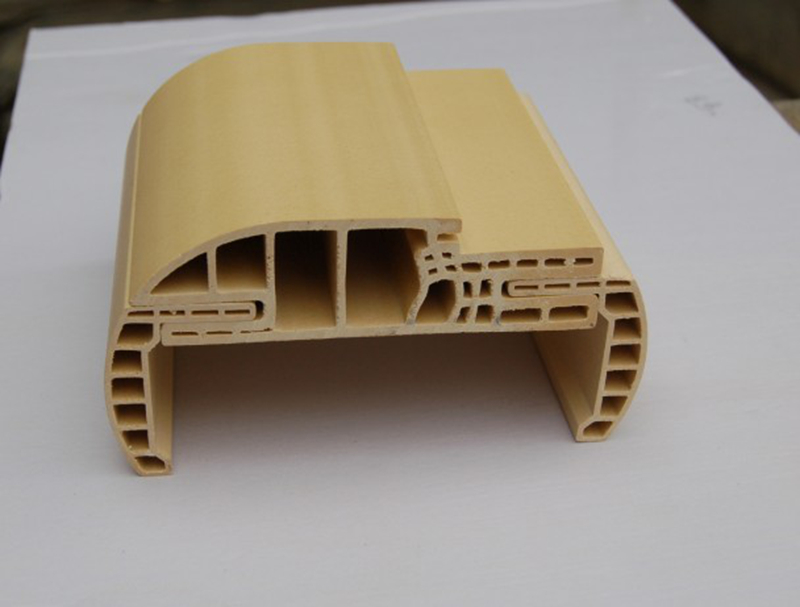
1. Composito legno-plastica per interni (decorazioni domestiche: pannelli murali, battiscopa, pavimenti interni, telai di porte)
Substrato: principalmente PVC
· Ingredienti principali: polvere di resina PVC + polvere di calcio + polvere di legno + additivi chimici
· Farina di legno: 80–120 mesh di farina di legno di pioppo comune/farina di legno mista
· Riempimento: percentuale molto elevata di polvere di calcio pesante (per ridurre i costi)
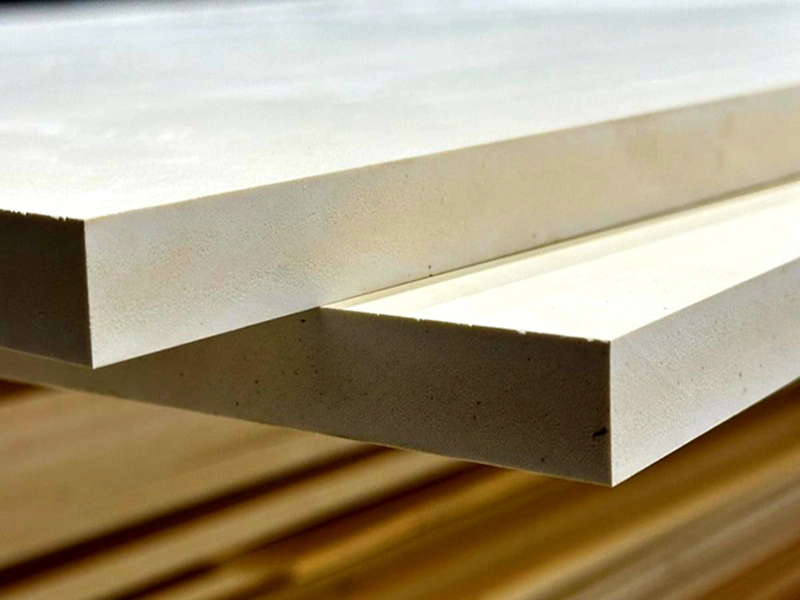
· Coadiuvanti: stabilizzante ordinario, lubrificante ordinario e una piccola quantità di agente schiumogeno
· Nessuna formulazione resistente agli agenti atmosferici, nessuna resistenza ai raggi UV, nessuna proprietà anti-invecchiamento
· Caratteristiche: Bassa densità, capacità schiumogena, basso costo, sensibile alla luce solare e all'esposizione alla pioggia, incline allo scolorimento e alla fragilità.

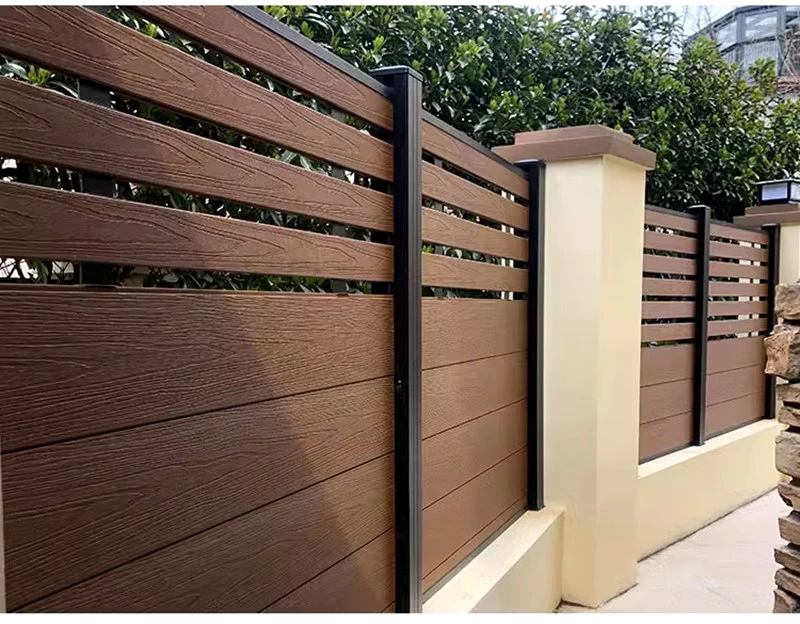
2. Materiali compositi legno-plastica per esterni (passerelle, pavimentazioni di cortili, ringhiere, padiglioni, pannelli per pareti esterne)
Substrato: materiale riciclato PP/PE
· Ingredienti principali: riciclato + Farina di legno premium + Additivi chimici
· Polvere di legno: polvere di legno da 60-100 mesh (contenuto di umidità <3%)
· Riempimento: utilizzare una quantità minima di polvere di calcio e dare priorità ai riempitivi funzionali.
· Additivi essenziali principali:
1. UV assorbente ultravioletto
2. Antiossidante (resistente all'invecchiamento alle alte e basse temperature)
3. Agente accoppiante
4. Lubrificante
· Caratteristiche: alta densità, prevalentemente solido, resistente alla luce solare e all'esposizione alla pioggia, resistente al gelo e di lunga durata



II. Differenze nei processi produttivi
Processo completo per PVC indoor e materiali compositi legno-plastica
1. Ingredienti delle materie prime (PVC + polvere di calcio + polvere di legno + agente schiumogeno + stabilizzante)
2. Miscelazione a caldo ad alta temperatura → Miscelazione a freddo
3. Estrusione conica a doppio estrusore
4. Formatura dello stampo + impostazione del vuoto
5. Trazione → Taglio → Impilamento
6. Fasi successive: rivestimento della pellicola, stampa transfer, applicazione superficiale. Caratteristiche: capacità di formatura di lastre, alta velocità, basso consumo energetico, attrezzatura versatile: linea di profili in PVC.
Processo completo per PE da esterno e materiali legno-plastici
1. Pretrattamento della materia prima: essiccazione completa della polvere di legno (della massima importanza)
2. Proporzione: HDPE + polvere di legno essiccata + set completo di additivi atmosferici
3. La miscela viene miscelata uniformemente.
4. Priorità alla granulazione bivite parallela (il metodo in due fasi è il più stabile)
5. Estrusore dedicato legno-plastica per stampaggio per estrusione
6. Impostazione del raffreddamento ad acqua ad alto flusso (raffreddamento più rapido e prevenzione della deformazione)
7. Taglio a lunghezza fissa basato sulla trazione
8. Opzionale: goffratura, trafilatura e scanalatura in linea. Caratteristiche: richiede l'essiccazione della polvere di legno, ulteriori fasi di granulazione e procedure di lavorazione più rigorose.
III. Tabella comparativa concisa
|
progetto |
Composito legno-plastica PVC interno |
Composito PE legno-plastica per esterni |
|
Resina principale |
Resina PVC |
PE/PP riciclato |
|
Contenuto di farina di legno |
10-40% |
60-70% |
|
Agente atmosferico |
Non richiesto |
Agente anti UV, antiossidante |
|
struttura |
Schiuma multicellulare |
Alta densità senza schiuma |
|
Densità |
0,5-1,0 grammi/cm3 |
1,1-1,3 grammi/cm3 |
|
ambiente di servizio |
Conservare in un luogo asciutto e ombreggiato al chiuso. |
Esposto all'aria aperta, esposto ai raggi del sole e alla pioggia |
|
ingegneria della produzione |
Il metodo di estrusione diretta in una fase è predominante. |
Il processo prevede principalmente la granulazione in due fasi seguita dall'estrusione. |
|
attrezzatura |
Linea di estrusione standard a doppia vite conica in PVC |
Estrusore parallelo specializzato a doppia vite per granulazione e linea di estrusione conica a doppia vite ad alta miscelazione e plastificazione |
|
Tutta la vita |
3–8 anni |
5-15 anni |
Queste distinzioni sottolineano che le differenze tra WPC per esterni e interni – nella selezione delle materie prime, nella progettazione della formulazione e nella compatibilità delle apparecchiature – hanno origine fondamentalmente da requisiti prestazionali divergenti dettati dai rispettivi ambienti applicativi. Le applicazioni esterne enfatizzano la durabilità a lungo termine e l’adattabilità ambientale, guidando i sistemi materiali verso una maggiore stabilità; le applicazioni per interni danno priorità all'estetica e alla controllabilità del processo, promuovendo tecniche di produzione più raffinate e versatili. Questa differenziazione si riflette non solo nelle tipologie e nelle proporzioni delle materie prime, ma modella anche profondamente la logica generale della configurazione della linea di produzione e della selezione dei componenti critici.
Notizie correlate
- Yongte completa la linea di estrusione di telai per porte in schiuma solida WPC per un cliente indiano
- La macchina per legname plastico Yongte può produrre diverse forme e dimensioni di legname plastico?
- Parametri di riferimento della linea di estrusione della porta WPC
- Come risolvere il problema della bruciatura del materiale durante il processo di estrusione delle porte in WPC?
- Prova di accettazione della linea di produzione di tubi di infiltrazione in gomma per un cliente indiano
- Yongte completa il test di accettazione in fabbrica dell'estrusore bivite personalizzato per il riciclaggio della plastica per un cliente africano
Lasciami un messaggio











